

Vaizdo įrašų demonstravimas
„Hasung“, kaip profesionali tauriųjų metalų monetų kalimo sprendimų teikėja, yra sukūrusi keletą monetų gamybos linijų visame pasaulyje. Monetų svoris svyruoja nuo 0,6 g iki 1 kg aukso, jos būna apvalios, kvadratinės ir aštuonkampės formos. Taip pat siūlomi ir kiti metalai, pavyzdžiui, sidabras ir varis.
Galite naudotis „Hasung“ bankininkystės paslaugomis, kad pasiūlytume jums vieno langelio principu pagrįstą sprendimą.monetų kaldinimo linijaGamybos paketą sudaro konsultacijos vietoje, monetų kalimo įranga ir inžinieriai, kurie padės jums išplėsti procesą. Mūsų inžinieriai dalyvavo aukso monetų gamybos proceso tyrimuose ir dirbo techniniais konsultantais pagrindinėms žinomoms monetų kalykloms.
„Hasung“ daugiausia dėmesio skiria monetų kaldinimo problemų sprendimui, siūlydama nuoseklias instrukcijas apie tauriuosius metalus. Jau daugiau nei 20 metų esame aukso ir sidabro monetų gamybos mašinų priešakyje, teikiame profesionalias ir kruopščias inžinerines paslaugas, mokymus vietoje ir techninę pagalbą.

Prašome spustelėtinepertraukiamo liejimo mašina ir valcavimo mašinosnorėdami peržiūrėti išsamią informaciją.

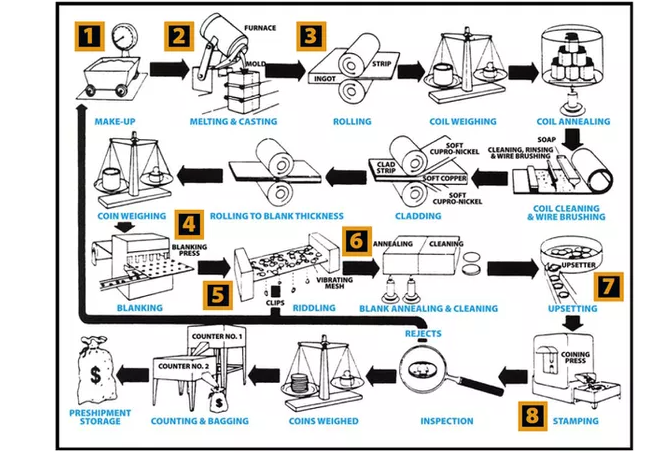
Kaip gaminamos monetos?
Monetų gamybos metodai bėgant metams keitėsi. Pirmą kartą monetos buvo kaldinamos senovės Lidijos karalystėje daugiau nei prieš du tūkstančius metų. Senovinių monetų kaldinimo procesas buvo gana paprastas. Pirmiausia ant monetos štampo, įsmeigto į kietą paviršių, pavyzdžiui, uolą, būdavo uždedamas nedidelis aukso, sidabro ar vario gabalėlis. Tada darbininkas paimdavo antrą monetos štampo gabalą, uždėdavo jį ant viršaus ir smogė dideliu plaktuku.
Viduramžių monetų kalyklos monetoms gaminti naudojo iš anksto suformuotus apvalius metalinius diskus ir sraigtinį presą. Nors tai buvo rankinis procesas, jis buvo lengvesnis ir užtikrino pastovesnę kokybę nei senovinis kaldinimo procesas.
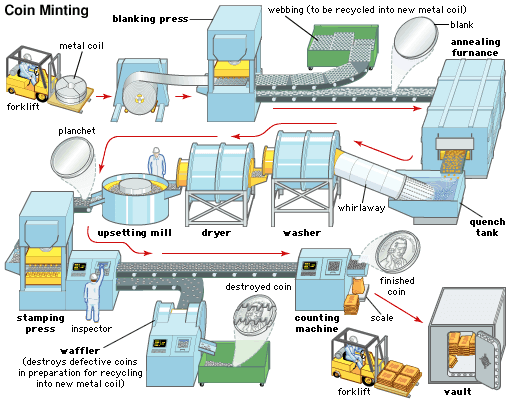
Šiuolaikinės monetos kaldinamos hidrauliniais presais, kurie automatiškai tiekia ruošinius į mašiną. Kai mašina veikia visu pajėgumu, presas gali pagaminti daugiau nei 600 monetų per minutę. Toks greitis yra būtinas tokiai veiklai kaip Jungtinių Valstijų monetų kalykla, kuri kasmet turi pagaminti milijardus monetų.
Nors procesas yra sudėtingas dėl automatizavimo, naudojamo milijardams monetų pagaminti, yra keletas bendrų žingsnių, kuriuos taiko kiekviena monetų kalykla visame pasaulyje. Jungtinių Valstijų monetų kalykla yra didžiausia pasaulyje, ir mes sutelksime dėmesį į jos gamybos procesą.
1. Žaliavų kasyba
Kaldinimo procesas prasideda nuo žaliavų gavybos. Auksą, sidabrą, varį ar kitus reikalingus metalus tiekia kasyklos iš visų Jungtinių Valstijų ir viso pasaulio. Iš šių kasyklų gautame žaliaviniame metale yra priemaišų, kurios nėra priimtinos monetoms kaldinti.
Be rūdos kasybos reikiamam metalui gauti, Jungtinių Valstijų monetų kalykla taip pat naudoja perdirbtą metalą, surinktą iš įvairių šaltinių. Šie šaltiniai apima monetas, kurios nebėra „tinkamos apdirbti“ ir yra išimamos iš apyvartos. Vietoj to, jos grąžinamos į monetų kalyklą, kur perdirbamos į naujas monetas.
2. Rafinavimas, lydymas ir liejimas
Neapdorotas metalas yra rafinuojamas, siekiant pašalinti beveik visas priemaišas. Kai kurioms monetoms reikia dviejų ar daugiau skirtingų metalų rūšių lydinio. Rafinuotas metalas yra išlydomas ir pridedami skirtingi metalai, kaip reikalaujama specifikacijose. Pavyzdžiui, Jungtinių Valstijų monetų kalykla savo penkių centų monetą gamina iš 75 procentų vario ir 25 procentų nikelio lydinio.
Kai pasiekiamas tinkamas grynumas arba lydinys, metalas liejamas į luitą. Tai dideli metaliniai strypai, kuriuose yra tinkamas metalo kiekis, kurio reikalauja monetų kalykla. Metalas yra tikrinamas viso proceso metu, siekiant užtikrinti tinkamą grynumą.
3. Riedėjimas
Luito valcavimo iki reikiamo storio procesas gali būti ilgas ir varginantis. Luitas valcuojamas tarp dviejų grūdinto plieno volelių, kurie nuolat artėja vienas prie kito. Šis procesas tęsiasi tol, kol luitas suvalcuojamas į metalinę juostelę, kurios storis yra tinkamas gaminamai monetai. Be to, valcavimo procesas suminkština metalą ir pakeičia molekulinę struktūrą, todėl jį lengviau kalti ir išgaunamos aukštesnės kokybės monetos.
Kai tai legiruota medžiaga, prieš išvalymą ją reikia atkaitinti.
4. Užtemdymas
Jungtinių Valstijų monetų kalykla naudoja maždaug 13 colių pločio ir kelis tūkstančius svarų sveriančius metalinius ritinius. Metalinis ritinys išvyniojamas ir suplokštinamas, kad būtų pašalintas gamybos proceso metu atsiradęs išlinkis. Tada jis perleidžiamas per mašiną, kuri išspaudžia metalinius diskus, kurie dabar yra tinkamo storio ir skersmens gaminamai monetai.
5. Mįslės
Iki šiol metalinių ruošinių gamybos procesas buvo nešvarus ir vyko atšiauriomis sąlygomis. Į monetų ruošinius gali patekti mažų metalo atliekų gabalėlių. Mūrymo mašina atskiria tinkamo dydžio ruošinius nuo bet kokių pašalinių medžiagų, kurios gali patekti į monetų ruošinius.
6. Atkaitinimas ir valymas
Tada monetų kalykla monetų ruošinius atkaitina krosnyje, kad suminkštintų metalą ir paruoštų juos kaldinimui. Tuomet ruošiniai yra cheminiu būdu apdorojami, kad būtų pašalinti visi ant monetos paviršiaus esantys riebalai ir nešvarumai. Kaldinimo metu į monetą gali patekti bet kokių pašalinių medžiagų, todėl ją reikia išmesti.
7. Nuliūdinimas
Siekiant apsaugoti metalinio monetos ruošinio dizainą, jis perleidžiamas per mašiną, kurioje yra šiek tiek mažesnių volelių rinkinys, kuris abiejose monetos ruošinio pusėse sukuria iškilusį metalinį kraštą. Šis procesas taip pat padeda užtikrinti, kad monetos ruošinys būtų tinkamo skersmens, kad jis tinkamai užsifiksuotų prese. Po šio proceso monetos ruošinys dabar vadinamas planšetu.
8. Štampavimas arba spaudimas
Tinkamai paruoštos, suminkštintos ir nuvalytos monetos yra tinkamos kaldinti. Verslo klasės monetos automatiškai tiekiamos į kaldinimo presą kelių šimtų monetų per minutę greičiu. Kolekcininkams pagamintos „proof“ monetos į kaldinimo presą tiekiamos rankomis ir kiekviena moneta nukaldinama bent du kartus.
9. Platinimas
Patikrintas monetas galima platinti. Įmonių nukaldintos monetos supakuojamos į didelius sandėliavimo maišus ir siunčiamos platintojams visame pasaulyje. Kolekcinės monetos dedamos į specialius laikiklius ir dėžutes ir siunčiamos monetų kolekcionieriams visame pasaulyje.



Išsami informacija:
Spustelėkitenepertraukiamo liejimo mašina.



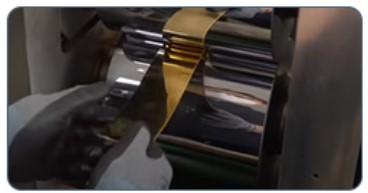
Lakštų valcavimo staklės
Yra dviejų tipų valcavimo staklės luitų / monetų gamybai: pirmojo tipo lakštų valcavimo staklės išgauna normalų paviršių, šiuo atveju jį paprastai reikia galutinai nupoliruoti būgniniu poliruokliu.
| MODELIO NR. | HS-8HP | HS-10HP |
| Prekės ženklas | HASUNGAS | |
| Įtampa | 380 V 50/60 Hz, 3 fazės | |
| Galia | 5,5 kW | 7,5 kW |
| Volelis | skersmuo 120 × plotis 210 mm | skersmuo 150 × plotis 220 mm |
| kietumas | 60–61 ° | |
| Matmenys | 980 × 1180 × 1480 mm | 1080 x 580 x 1480 mm |
| Svoris | apie 600 kg | apie 800 kg |
| Galimybė | Didžiausias valcavimo storis yra iki 25 mm | Didžiausias valcavimo storis yra iki 35 mm |
| Privalumas | Rėmas nuvalytas elektrostatiniu būdu, korpusas padengtas dekoratyviniu kietu chromu, o nerūdijančio plieno dangtelis yra gražus ir praktiškas, be rūdžių. vieno greičio / dviejų greičių | |
| Pogarantinis aptarnavimas | Vaizdo techninė pagalba, internetinė pagalba, atsarginės dalys, techninė priežiūra ir remontas lauke | |
Volframo plieno veidrodinio paviršiaus valcavimo staklės
Kitas tipas yra volframo plieno medžiagų volelių veidrodinio paviršiaus lakštų valcavimo staklės. Su šio tipo valcavimo staklėmis gausite veidrodinio paviršiaus lakštus.
| Modelio Nr. | HS-M5HP | HS-M8HP | ||
| Prekės ženklas | HASUNGAS | |||
| Įtampa | 380 V; 50/60 Hz, 3 fazės | |||
| Galia | 3,7 kW | 5,5 kW | ||
| Volframo volelio dydis | skersmuo 90 × plotis 60 mm | skersmuo 90 × plotis 90 mm | skersmuo 100 × plotis 100 mm | skersmuo 120 × plotis 100 mm |
| Volelio kietumas | 92–95 ° | |||
| Medžiaga | importuotas volframo plieno ruošinys | |||
| Matmenys | 880 × 580 × 1400 mm | 980 × 580 × 1450 mm | ||
| Svoris | apie 450 kg | apie 500 kg | ||
| Savybės | Su tepimu; krumpliaratis; valcavimo lakšto storis 10 mm, ploniausias 0,1 mm; ekstruzinio lakšto paviršiaus veidrodinis efektas; statinis miltelių purškimas ant rėmo, dekoratyvinė kieto chromo danga, nerūdijantis plienas dangtis, gražus ir praktiškas nebus surūdijęs. | |||
HIDRAULINIS MONETŲ NUBRĖŽIMO PRESSAS


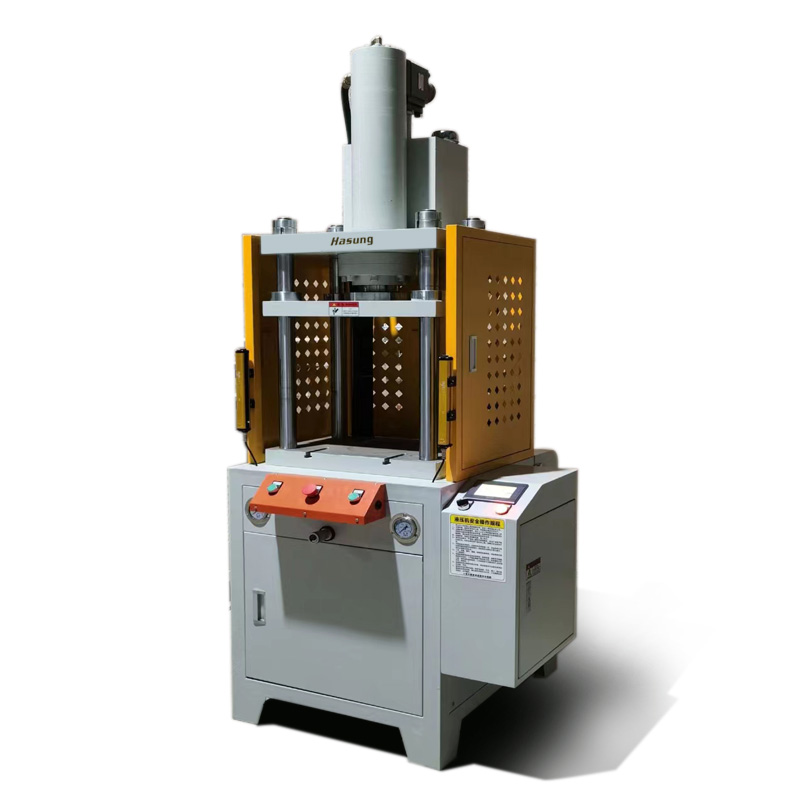


Užtemimo procesas
20 tonų hidraulinis monetų pjovimo / išspaudimo presas
40 tonų hidraulinis pjovimo ir reljefo spaudos presas
Šie hidrauliniai pjovimo presai pjauna aukso ir sidabro ruošinių lakštus, kurie po valcavimo apdorojami. Ruošiniai išpjaunami norimos formos – apvalūs, stačiakampiai, pakabuko formos ir kt. Naudojant pjovimo štampus, ruošiniai yra paruošti kaldinimui hidrauliniu štampavimo presu.
Hidraulinio pjovimo preso privalumai.
Idealiai tinka aukso ir sidabro ruošinių pjovimui,
Norėdami gauti geresnių rezultatų, ruošinius supjaustykite aiškiais kraštais.
Nesudėtingas valdymas ir dviejų režimų valdymas koja ir jungikliu,
Stabdymo sistema, užtikrinanti nuolatinį pjovimą,
Štampo tvirtinimo reguliavimo sistema su patogiu įdėklų stalčiumi,
Pjovimo reguliavimas greitesnei gamybai.
Įrengtas ištuštinimo lovelio įtaisas, patogu rinkti medžiagas.

Techniniai parametrai
| Modelio Nr. | HS-20T | HS-40T | HS-100T |
| Nominalus | 20 tonų | 40 tonų | 100 tonų |
| Maksimalus smūgis | 300 mm | 350 mm | 400 mm |
| Atidarymo aukštis | 500 mm | 400 mm | 600 mm |
| Mažėjimo greitis | 160 mm | 180 mm | 120 mm |
| Didėjantis greitis | 150 mm | 160 mm | 120 mm |
| Darbo stalo plotas | 600 * 500 mm | 550 * 450 mm | 700 * 600 mm |
| Stalo aukštis nuo žemės | 850 mm | 850 mm | 850 mm |
| Įtampa | 380 V 3 fazės | 380 V 3 fazės | 380 V 3 fazės |
| Variklio galia | 3,75 kW | 3,75 kW | 5,5 kW |
| Svoris | 1300 kg | 860 kg | 2200 kg |
Daugiafunkcis hidraulinis štampavimo presas






100 tonųHidraulinis monetų įspaudimo presas
150 tonų hidraulinis monetų įspaudimo presas
200 tonų hidraulinis monetų įspaudimo presas
300 tonų hidraulinis aukso ir sidabro monetų kalimo presas
150 tonų hidraulinis monetų įspaudimo presas, tinkamas iki 50 gramų sveriančioms sidabrinėms monetoms gaminti. Presas gali veikti tiek rankiniu, tiek vieno ciklo automatiniu režimu. Jis tiekiamas su automatiniu monetų išstūmimo mechanizmu. Presas gali būti tiekiamas su įvairia galia, pavyzdžiui, 80 tonų, 100 tonų, 150 tonų, 200 tonų, atsižvelgiant į jūsų poreikius.
300 tonų talpos hidraulinis aukso ir sidabro monetų presavimo įrenginys su programuojamu PLC valdikliu, skirtu keliems smūgiams galutiniame etape. Presas turi išmetimo cilindrą, kuris automatiškai išstumia monetą ir leidžia ją lengvai išimti be kalimo. Ši savybė užtikrina geresnę galutinę monetos apdailą. Šis hidraulinis monetų presas tinka aukso ir sidabro monetoms, sveriančioms nuo 1,0 gramo iki 100,0 gramų, gaminti ir yra maitinamas 10,0 AG (7,5 kW) elektros įrangos. Jis tiekiamas su atitinkama elektros įranga ir valdymo skydeliu. Šis monetų presas turi slėgio reguliavimo valdiklį su laikmačiu, skirtu galutiniam slėgio laikui prieš grįžtamąjį smūgio judesį reguliuoti. Jį galima valdyti mygtuku arba automatiniu vieno ciklo režimu.
Be hidraulinio monetų kalimo preso ir tikslaus lakštų valcavimo staklės, jums reikės indukcinio lydymo aparato arba nepertraukiamo liejimo mašinos aukso ir sidabro lakštų gamybai, aukso ir sidabro luitų pjovimo mašinos ir vibracinio poliravimo mašinų, reikalingų norint įrengti visą aukso ir sidabro monetų gamybos gamyklą.
Techniniai parametrai
| Modelio Nr. | HS-100T | HS-200T | HS-300T |
| Įtampa | 380 V, 50/60 Hz | 380 V, 50/60 Hz | 380 V, 50/60 Hz |
| Galia | 4 kW | 5,5 kW | 7,5 kW |
| Maks. slėgis | 22 MPa | 22 MPa | 24 MPa |
| Darbo stalo smūgis | 110 mm | 150 mm | 150 mm |
| Maks. atidarymas | 360 mm | 380 mm | 380 mm |
| Darbo stalo judėjimo greitis aukštyn | 120 mm/s | 110 mm/s | 110 mm/s |
| Darbo stalo atgalinis greitis | 110 mm/s | 100 mm/s | 100 mm/s |
| Darbo stalo dydis | 420 * 420 mm | 500 * 520 mm | 540 * 580 mm |
| Svoris | 1100 kg | 2400 kg | 3300 kg |
| Paraiška | papuošalams ir aukso luitams, monetų logotipo štampavimui | ||
| Funkcija | Įprastas / servo variklis (pasirinktinai), mygtuko valdymas / „Simens PLC“ valdymo sistema (pasirinktinai) | ||
Pilnai automatinė monetų gamybos sistema
Galite kreiptis į „Hasung“, kad gautumėte visapusišką monetų kaldinimo linijos sprendimą. Gamybos paketą sudaro konsultacijos vietoje, monetų kaldinimo įranga ir inžinieriai, kurie padės jums plėsti procesą. Mūsų inžinieriai dalyvavo aukso monetų gamybos proceso tyrimuose ir dirbo techniniais konsultantais didelėms žinomoms monetų kalykloms.
„Hasung“ daugiausia dėmesio skiria monetų kaldinimo problemų sprendimui, siūlydama nuoseklias instrukcijas apie tauriuosius metalus. Jau daugiau nei 20 metų esame aukso ir sidabro monetų gamybos mašinų priešakyje, teikiame profesionalias ir kruopščias inžinerines paslaugas, mokymus vietoje ir techninę pagalbą. Mūsų paslaugos.
Įrašo laikas: 2022 m. liepos 4 d.









